Option 1
The stacking system we propose has been specifically studied for the correct stacking of the expanded metal, continuous casting, punched plates coming from the flash oven. The structure is realis in steel finished and painted to the clients color. It mounts all devices needed for a correct, constant and reliable operation with a negative pressure cassette for the aspiration to the factory environmental system of lead oxide particles (dust) and also of a cassette for the collection of dirt in order to facilitate cleaning of the station.
These cassettes are constructed in INOX stainless steel. The machine is composed of the following parts:
• Conveyor, alignment, counting and stacking station;
• Unloading station;
Conveyor and Stacking Station :
This station has the task of conveying the plates coming from the flash drying oven and aligning them in a way as to present them correctly to the
stacking columns. This station contains the following subsystems:
Bypass and Refuse collection:
This system permits the collection, inside a cassette, of plates that come from the flash drying oven in case of blockage or plates refused by the
stacker or palletizer. Transport and Alignment in this device is composed by a double motorised twin set of belts system and of particular guides realised
in stainless steel. The plates are transported by the belts which are set in a certain manner and with the help of the guides present the plates in an
optimal way for the stacking process.
Counting and control plates:
At the end of the station there is situated a system of photocells which have the task of counting the plates and to verify the operation of the station.
In this way we check the correct presentation of the plates for stacking and can detect automatically any problems relating to the stacking process.
(blockages, incorrect presentation, partial presentation, etc.)
Option 1
The stacking system we propose has been specifically studied for the correct stacking of the plates with plate lug protruding towards the internal are ad is the case with expanded metal plates.
The machine is composed of the following parts:
Convey , alignment , counting and stacking station
Unloading station
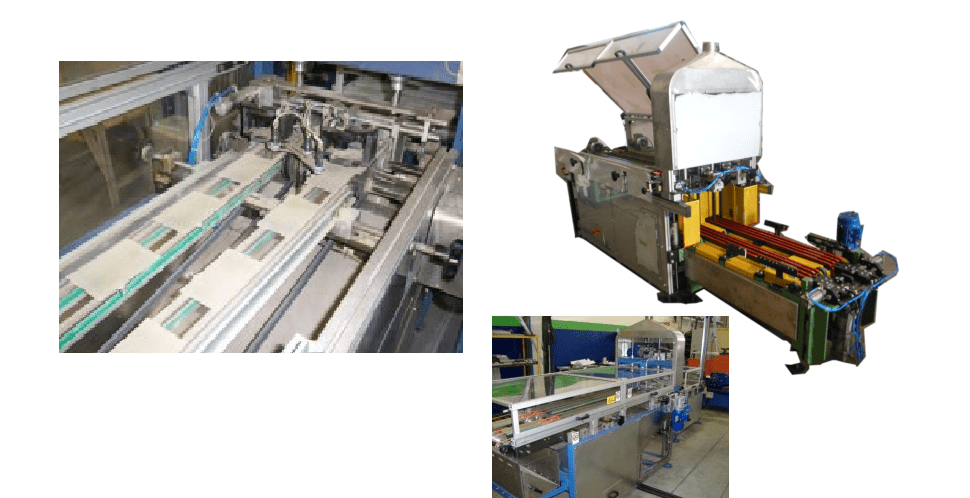
Convey and Stacking Station
This station has the task of conveying the plates at an elevated speed as they come from the flash drying oven.
It mounts all device needed for a correct , constant and reliable operation and is complete with a negative pressure cassette for the aspiration to the factory environmental system of lead oxide particles (dust) and also of a cassette for the collection of dirt in order to facilitate cleaning of the station. These cassettes are constructed in AISI stainless steel.
Bypass and Refuse collection this system permits the collection , inside a cassette , of plates that come from the flash drying oven in case of blockage or plates refused by the stacker or palletizer.
Transport and Alignment This device is composed of a double motorised twin of belts system and of particular guides realised in stainless steel. The plates are transported by the belts which are set in a certain manner and with the help of the guides present in an optimal way for the stacking process.
Counting and control At the end of the station there is situated a system of photocells which have the task of counting the plates and to verify the opration of the station .In this way we check the correct presentation of the plates for stacking and can detect automatically any problems relating to the stacking process.(blockages incorrect presentation , partial presentation , etc.)
Stacking System This system is composed of the following devices:
1. Guide rails and adjustable blocks;
2. Plate stacking column;
3. Plate Buffer and guide rails;
4. 2 pairs of free moving rollers which are adjustable and permit the
launching of the plates into the stacking column in a correct way.
Plate stops adjustable to suit different plate dimensions. The stacking of the
plates is through using a pair of plate forceps. This group is composed of 2 pairs of auto-centering forceps which permit the collection of plates at the cycle start.
The group descends (pile creation) by using a motorised gearbox and inverter which permits the lowering of the pile each time a plate passes the
laser Photocell. In this way we maintain a constant position for the arriving plates. The buffer group on the station has the task of finishing the process
of stacking while the forceps begin a new stacking process and deposits the plate columns to the unloading conveyor.
It’s also controlled by a motorised gearbox and inverter and discharges the plates once the desired number per stack has been achieved. This group
again is commanded by laser photocells.
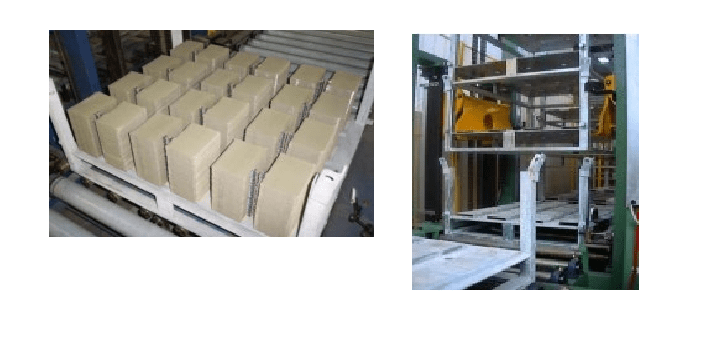
Unloading station
Automatic unloading Station:
This system is designed to interact automatically with the palletizer system, is driven by a motor which ensures a movement without any sudden shocks.
It allows to stack plates to column of 260mm.A weighting system is included for the supervision of the production and station for the pressing of plates.
It is possible to store a data in USB drive or connect to a server.
All systems come with covers and protections under the applicable laws.
System Characteristics:
Option 2
Description
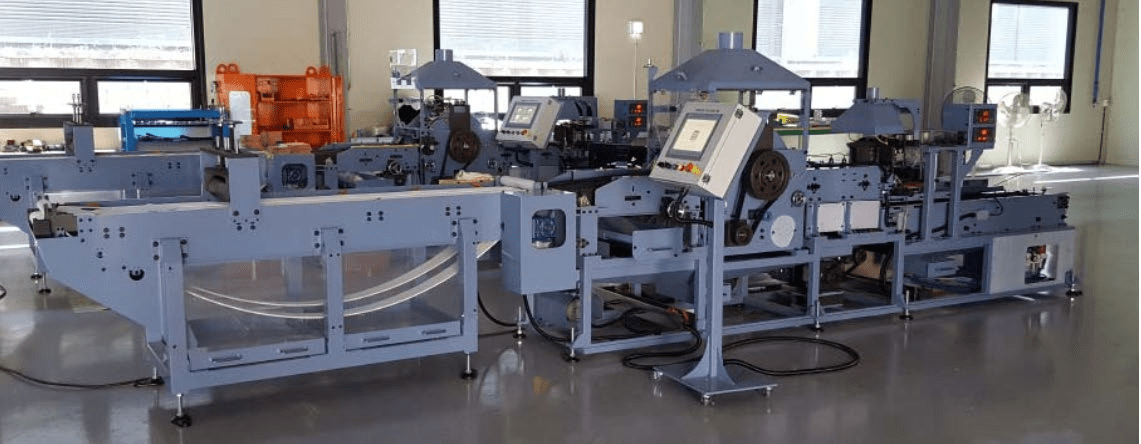
it is designed to stack the plates in a pile under a continous production such as Expanded , Con-cast & Punched plate By turret system , it is available to stack the plates up to 45m/min of speed.
When sensors detect any problem during plate stacking , the dumping conveyor will be descending to prevent the good plates ,the plates will stacked neatly on the reject tray.
When it reaches a certain amount of plates, the stacks are transported the transfer conveyor to the lift at the end.
the standard equipment is consisting of :
Diverging Conveyor [Optional]
Dumping Conveyor
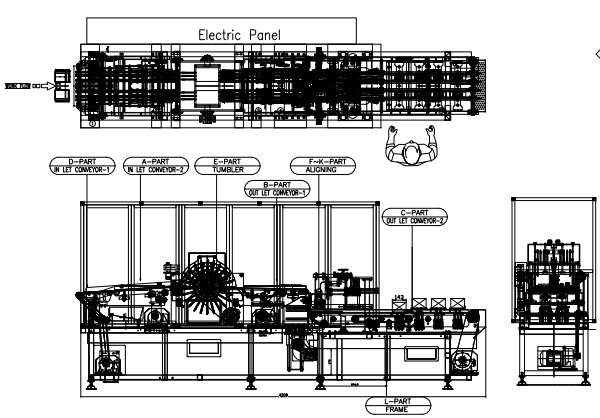
Intlet Conveyor
Tumbler Stacking Unit
Outlet Conveyor
Stacking & Aligning Unit
Transfer Conveyor & Lift
Weight check Load cell & Indicator [Optional]
Specification:
speed : UP to 45m/min
PLC : SIEMENS
HMI : SIEMENS
servo Motor : SIEMENS
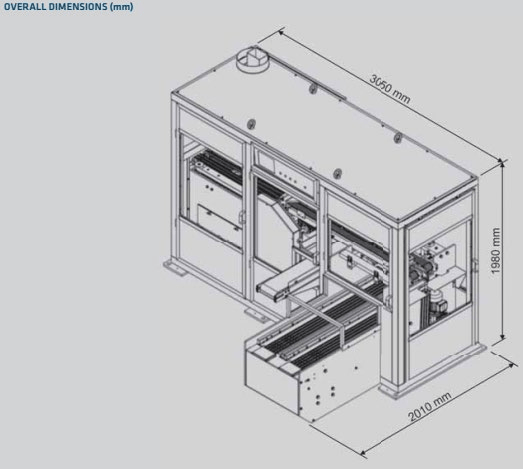
4,200mm(L) X 900mm (W) X 2,000mm(H) , changeable without any notice (approx)
Diverging Conveyor : 1,800 mm(L) X 950mm(W) X 1,350mm(H) changeable without any notice(approx)
380 V – 400 V ,AC 3phase , 50/60 Hz
Compressed Air : 5 ~ 7 kg/cm2
Cartesian Palletizer 4 Pallet
The palletizing system for the stacked plates has been realised in a flexible way so as to adapt to the particular need of each customer and individual installation. It is composed principally of the following parts :
Manipulator;
Pallet positioning system ;
Empty pallets stack unloading;
Full pallets collector ;
Full pallets stack loading;
Pallet stacking : 4 pallet :
Manipulator: the manipulator has the task of withdrawing the pair of columns of stacked plates from the unloading station and to place them in a correct way on a predisposed pallet .
the structure of the manipulator is realised in carbon steel , welded and painted to the clients colours , The movement of the axis of the manipulator is through the use an asynchronous motor with inverter and encoder for positioning while the movement of the structure occurs on skates mounted on tempered guides . The manipulator is complete with a pair of pliers for gripping the plates columns from the end of the stacker and place the columns on the curing chamber process . The programming of the manipulator is through the use of an operator panel in a schematic mode and indicates all variable of the system.
Pallet Positioning system : this system which can also be personalised for the client is composed of five motorised rollers. Connected to these is a pneumatically operated piston the empty pallet to the manipulator (column loading)station using free rotating wheels .The structure the system is again through the use of welded carbon steel and spray painted to the colours requested by the client . The rollers , guides and wheels are of generous dimension and do not require particular maintenance.
Empty pallets stack unloading : This system removes one pallet a time the pallets storage and presents an empty pallet for plate palletization as requested by the manipulator . A robust welded and painted steel structure gurantee a reliable and long life . Assembled on the structure is a motorised roller collection system along with a pair grip pliers for unloading one pallet at a time form the empty pallet stack . These pliers are mounted on a pair of motorised non-return motorised gearbox.
the process involves the presentation of the empty pallet stack to the stack to the device where the grip pliers take the top pallet from the stack . This pallet is then presented to the plate loading area
Maintenance of this system requires a yearly control of the chaind.
Full Pallets collector This system is literally identical to the above system . The only difference is that the structure is more robust and the rollers used are full as opposed to hollow rollers.The dimensioning of the motors takes account of this.
Option 3
Specification:
STACKER 500
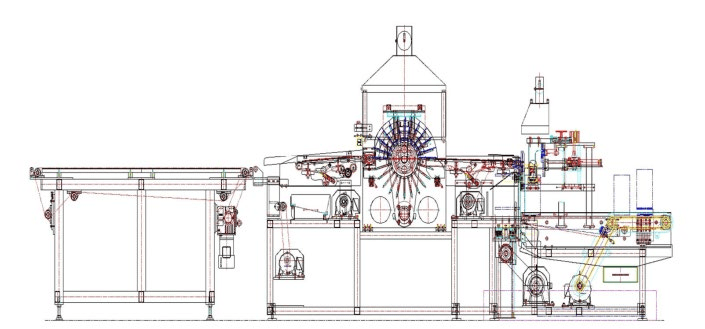
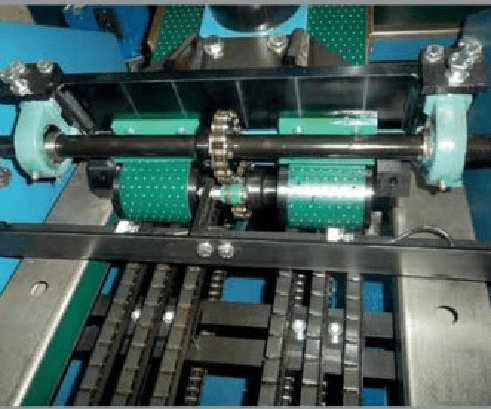
Stacker 500 is based on a completely new principle: vacuum plate conveying. The heart of the machine comprises two motor-driven perforated belts linked to a vacuum generator, air is evacuated through the holes in the belt, to create a vacuum capable of lifting and conveying the grids to the stacking area.
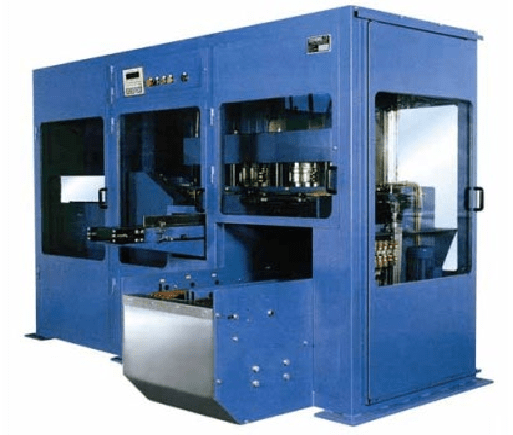
The machine is completely enclosed to avoid the dispersion of lead powder particles into the atmosphere, while equally ensuring easy access to all mechanical parts: the sturdy structure and the application of materials such as stainless steel make the machine durable and reliable, easy to clean and without the need for continual maintenance. The plates are collected from the drying tunnel and conveyed by rubber-lined chains to the conveyor belts, where they are lifted and collected by the vacuum and conveyed to the stacking area. A centrifugal fan adjusted by an inverter ensures the required vacuum necessary to lift the plates onto the two belts. The airflow is filtered using a HEPA filter prior to discharge.
The stacking area comprises two completely automatic and independent stacking systems. This avoids the need for intermediate storage to collect
the plates while pack unloading is completed. There is no need for a plate centering system, since the plate arrival and release points are very close to each
other. Each plate is pre-selected to ensure that it is accurately positioned and is compatible with the system acceptability tolerances.
The stacking units do not use mechanical alignment systems, as these can damage the plates and are easily worn. Plate alignment is ensured by means of an adjustable vibration unit built into the stacking template. The plate stacks are supported on a descending mechanism controlled by a photo-sensitive cell, this ensures a constant stack height is achieved. When the pre-set number of plates is reached, the two stacks are unloaded and presented for automatic or manual collection.
Plate stacks unloaded from the stacking area can be temporarily held on the worktable exit without halting the line. This enables the operation of pallet changing or interleaf board positioning to be performed.
The machine is controlled by a PLC and the operator can readily interface with the unit using the convenient control panel.
Specification:
Key strength Stacker 500:
– Maximum plate control.
– No Mechanical stress.
– No need for mechanical synchronizing/
– Limited number of moving parts/
– Flexibility/
– High productivity/
Product limitations : max line speed 45 m/min
max height of stacks 300 mm
Electrical ratings
Power installed 10 kW
220/380 V
3 phase
50 Hz (or as required)
Compressed air
Exhaust suction 2500 m3/h