Option 1
System Outline
1-1. Grid Continuous Casting Line
This reference is a specification proposal about Continuous Casting system for the automatic and continuous grid making system to produce casting grid as follow.
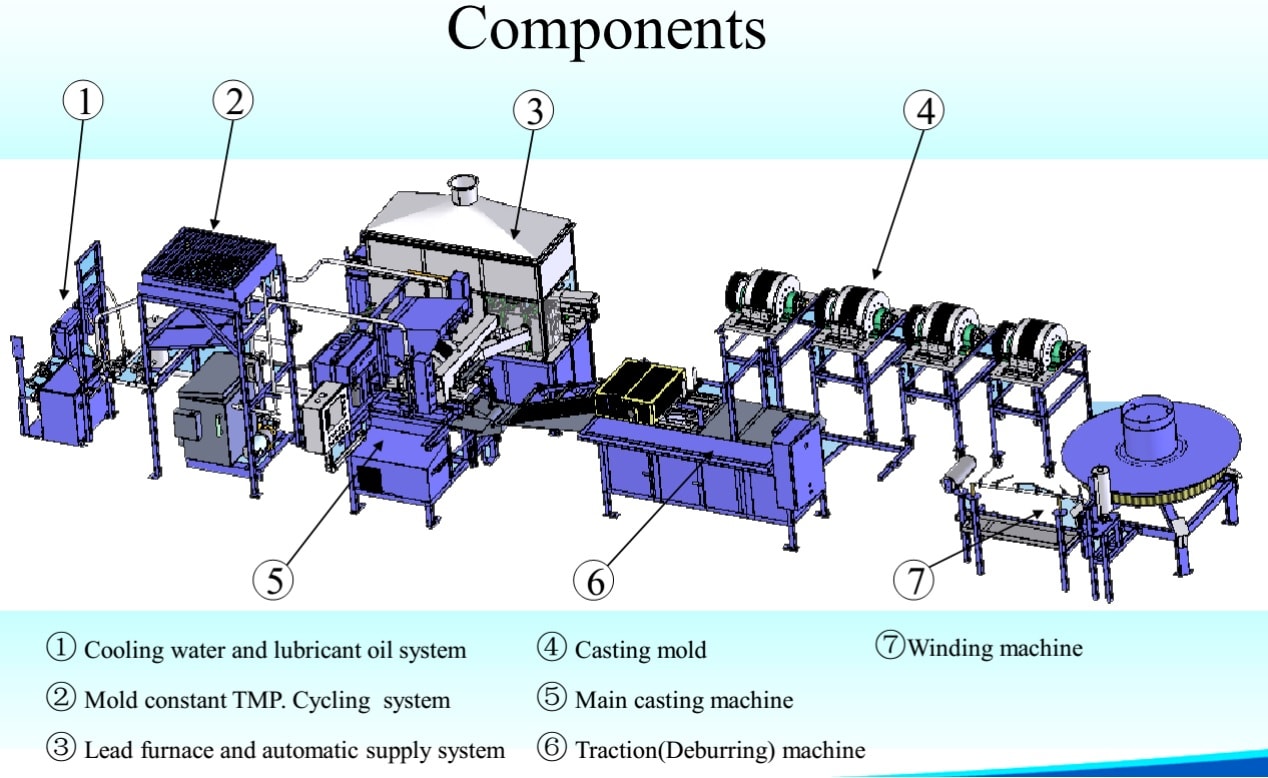
1-2. Major components
1) Gas Furnace System
2) Con Cast
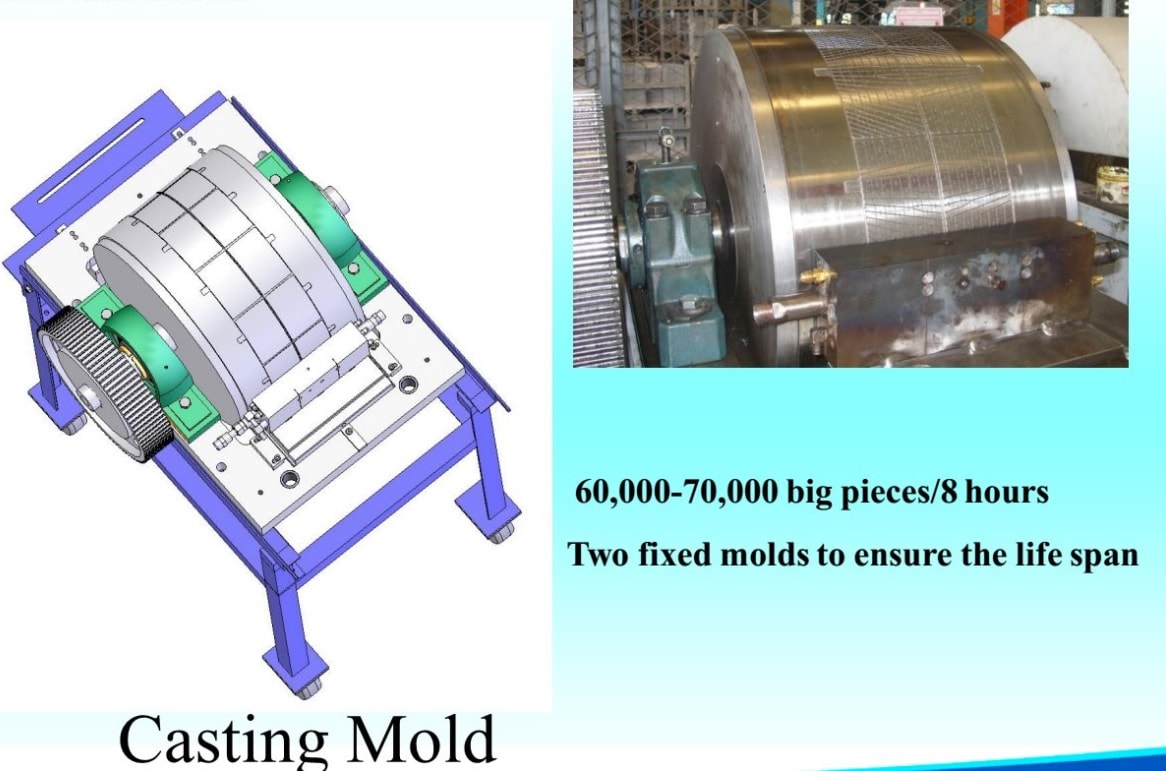
3) Casting Drum Mold
4) Gas Burning System
5) Ultrasonic Cleaning System
6) Grid Feeding System
7) Vertical Coiler

System Outline
1-1. Grid Continuous Casting Line
This reference is a specification proposal about Continuous Casting system for the automatic and continuous grid making system to produce casting grid as follow.
1-2. Major components
1) Gas Furnace System
2) Con Cast
3) Casting Drum Mold
4) Gas Burning System
5) Ultrasonic Cleaning System
6) Grid Feeding System
7) Vertical Coiler
Basic Equipment Specification
1) Production rate : 20 ~ 25 m/min
2) Production dimension
– GRID
– VERTICAL COILER
Con-cast Grid Manufacturing System
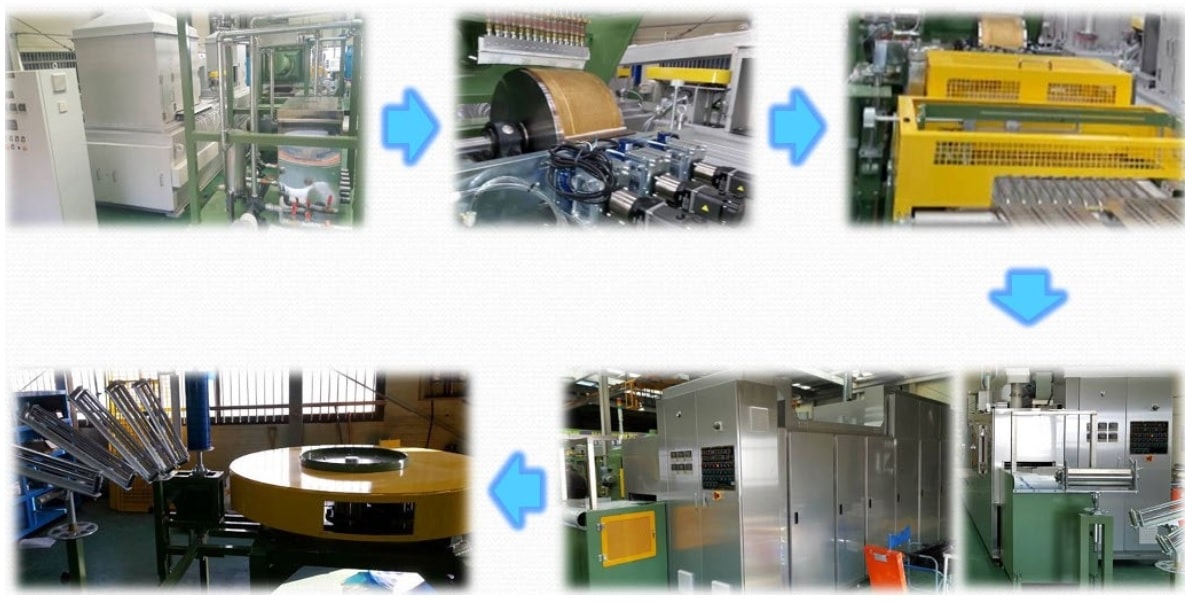
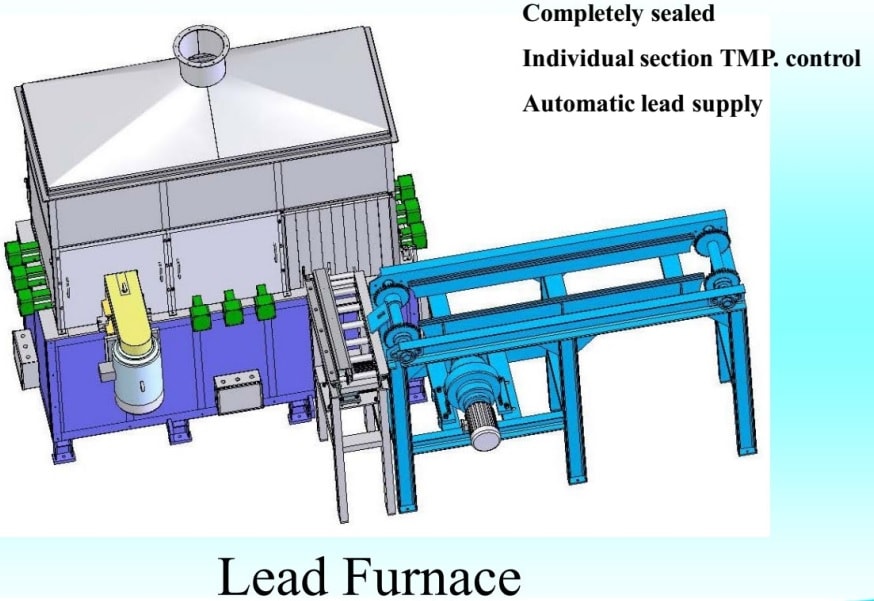
Gas Furnace System :
– Function : supply melted lead to mold by lead pump after melting lead ingot.
– 1st melting pot melt a lead and supply melted lead to 2nd melting pot. 2nd melting pot supply melted lead to the mold. Melting pot is consisting of 2 positive and 2 negative, total 4 melting pot..
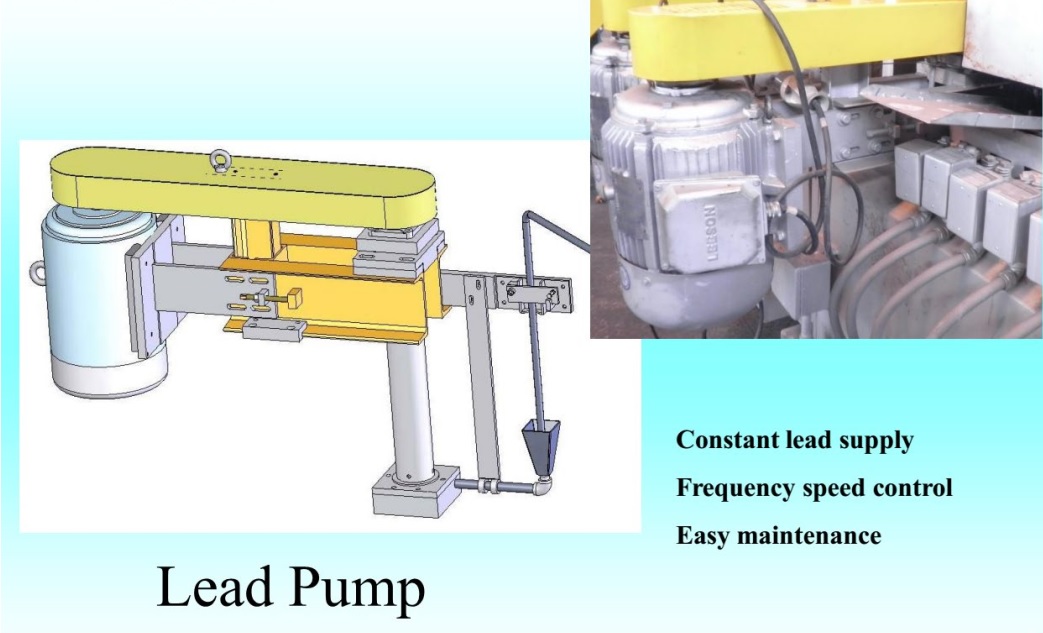
– Lead pump – 10HP
– Melting pot Type / LNG GAS Type
– Lead ingot supply – Automatically supplied to the mold by level sensor
– Capacity – 6Ton / 4ea

2-3-1- Option 1
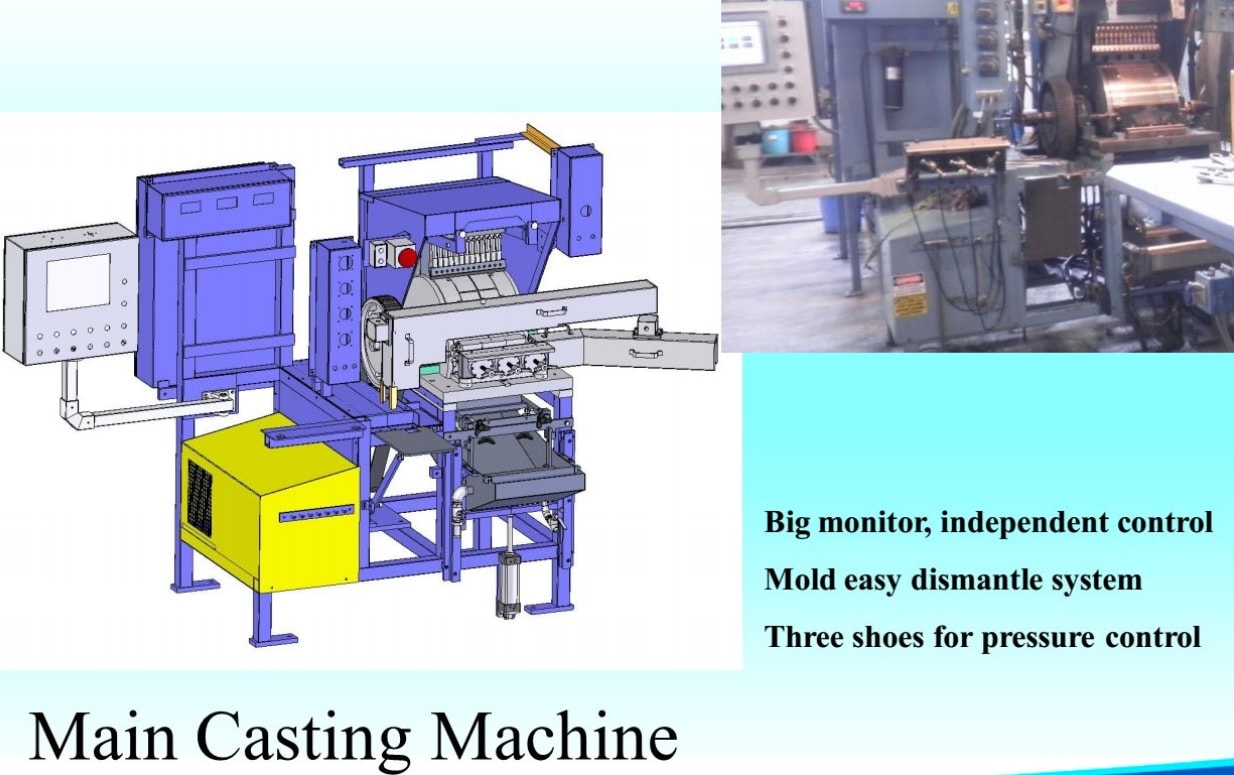
Con-cast System
– Function : Grids are casted by the installed mold
– Composition
1) Grid caster
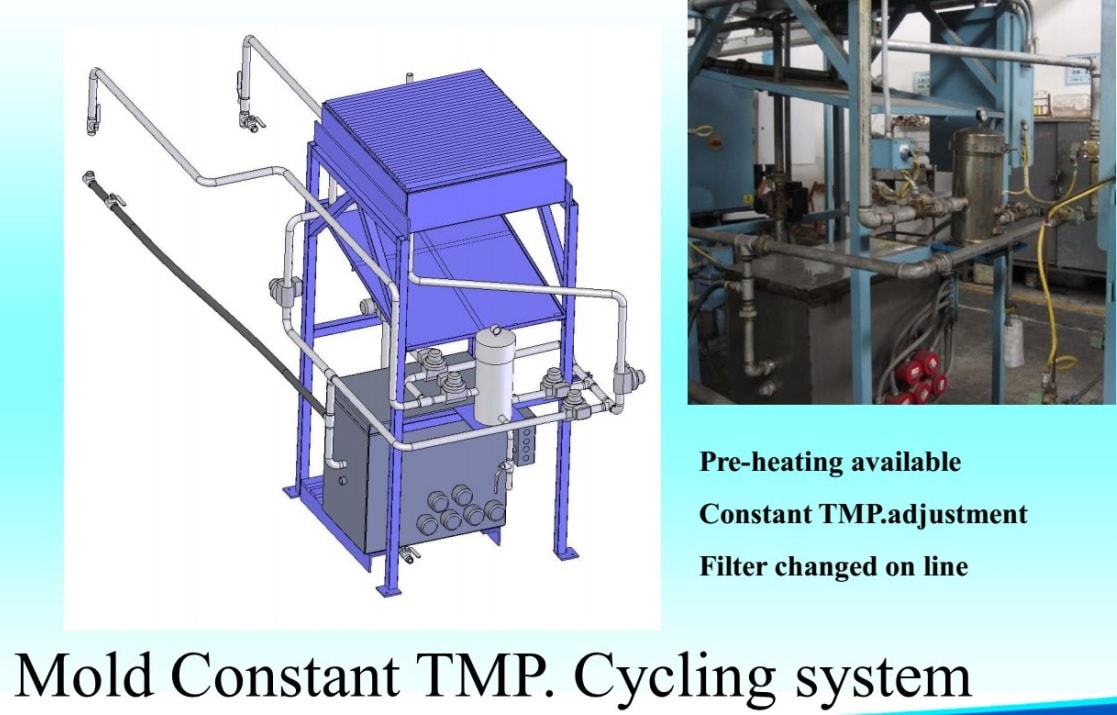
2) Oil Heating System
3) Oil Cleaning System
4) Releasing Agent Automatic supplying System
– Main Motor – SEW Servo 10HP
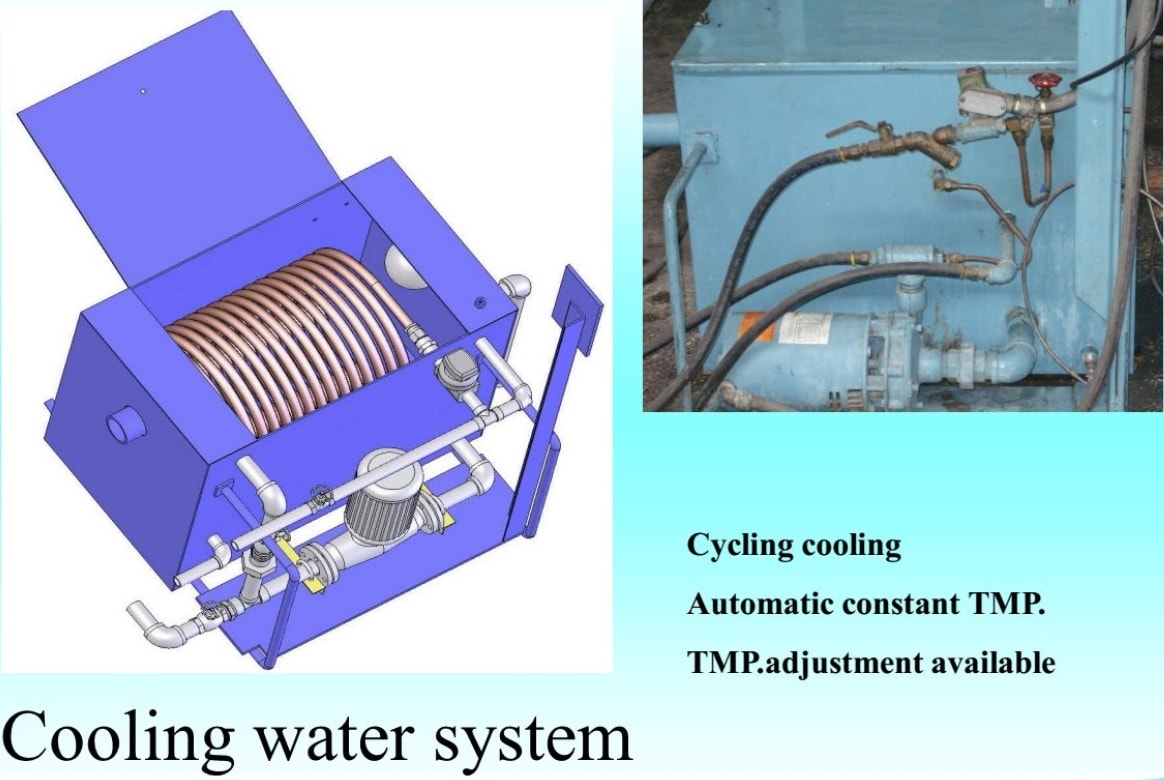
– Cooling System

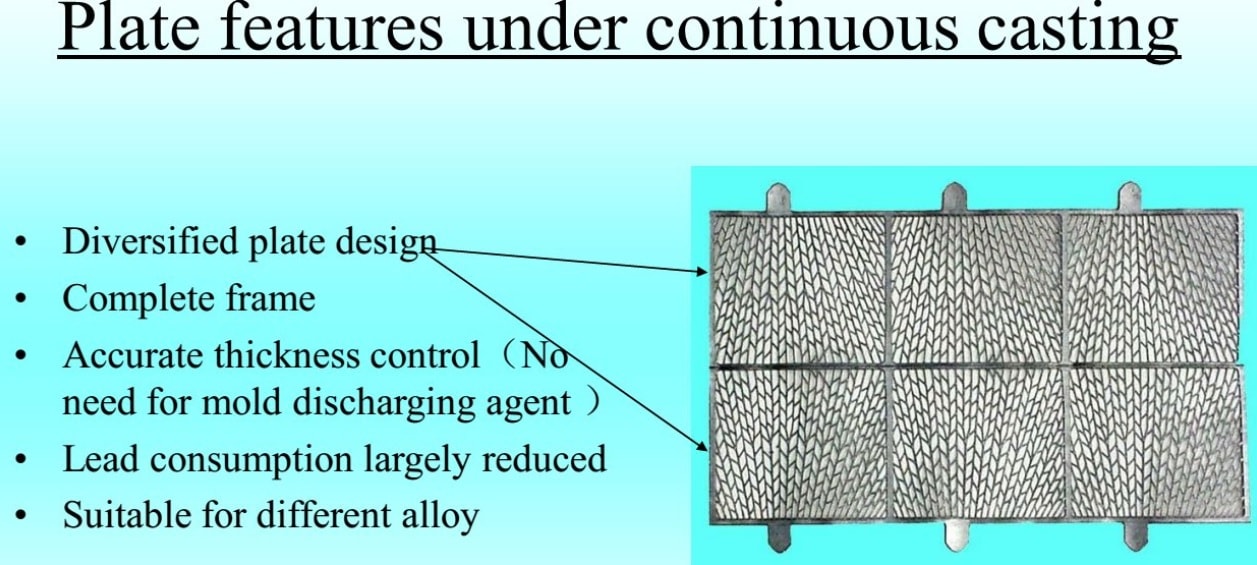
Casting Drum Mold
– Function : Grid pattern forming wheel type of mold
– Wheel size is changeable according to Grid design

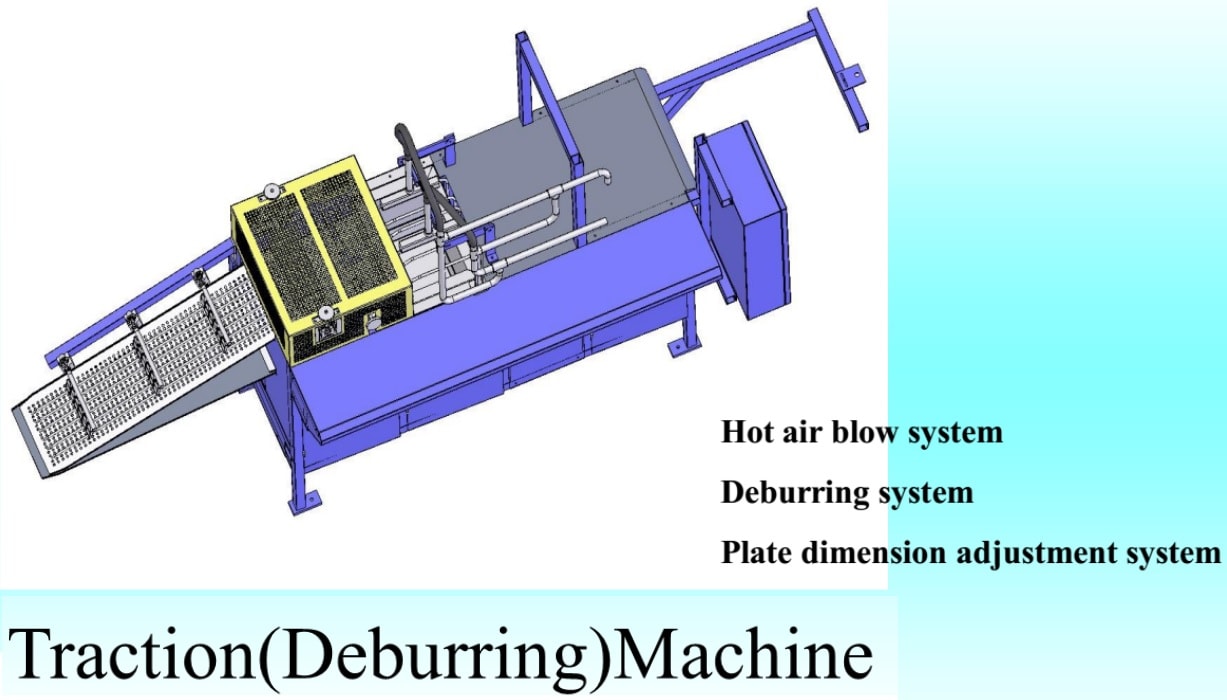
Gas Burning System
– Function : Transfer the casted grid to next step after removing the burr of the grid with gas torch.
– Automatic speed control according to casting speed
– Roller control / SEW Brake Motor 2HP – Inverter Control
– Speed control / Interlocked with next units by ultrasonic sensor
– Automatic stop by sensing coil torn in the front and the rear units.
– Fine-tuning function for initial coil installation.

Ultrasonic Cleaning System
– Function : Ultrasonic Washing and Drying unit for Casting Grid contaminated by releasing agent used for Grid Casting process.
– Ultrasonic wash, Spray, Rinse, Air knife and dry system
– Frame & Cover material / Sus 304
– Speed : 0 ~ 60m/min
– Ultrasonic vibrator 2 on the top and bottom place
– Air drying system after ultrasonic cleaning
– Turbo blower hot-air drying system
– Insulating material applied to hot-air drying zone
– Oil-Water separating unit is installed.
– Easy filter exchange structure

Grid Feeding System
– Function : Feeding unit of the Casted Grid after washing and drying process to the Vertical Coiler that is interlocked with Grid casting unit.
– Automatic speed control system according to Grid Casting speed
– Roller control / SEW Brake Motor 2HP – Inverter Control
– Speed control / Interlocked with next units by ultrasonic sensor and Press Feeder
– Extra feeding roller adjustment by handle
– Automatic stop by sensing coil torn in the front and the rear units.
– Fine-tuning function for initial coil installation.

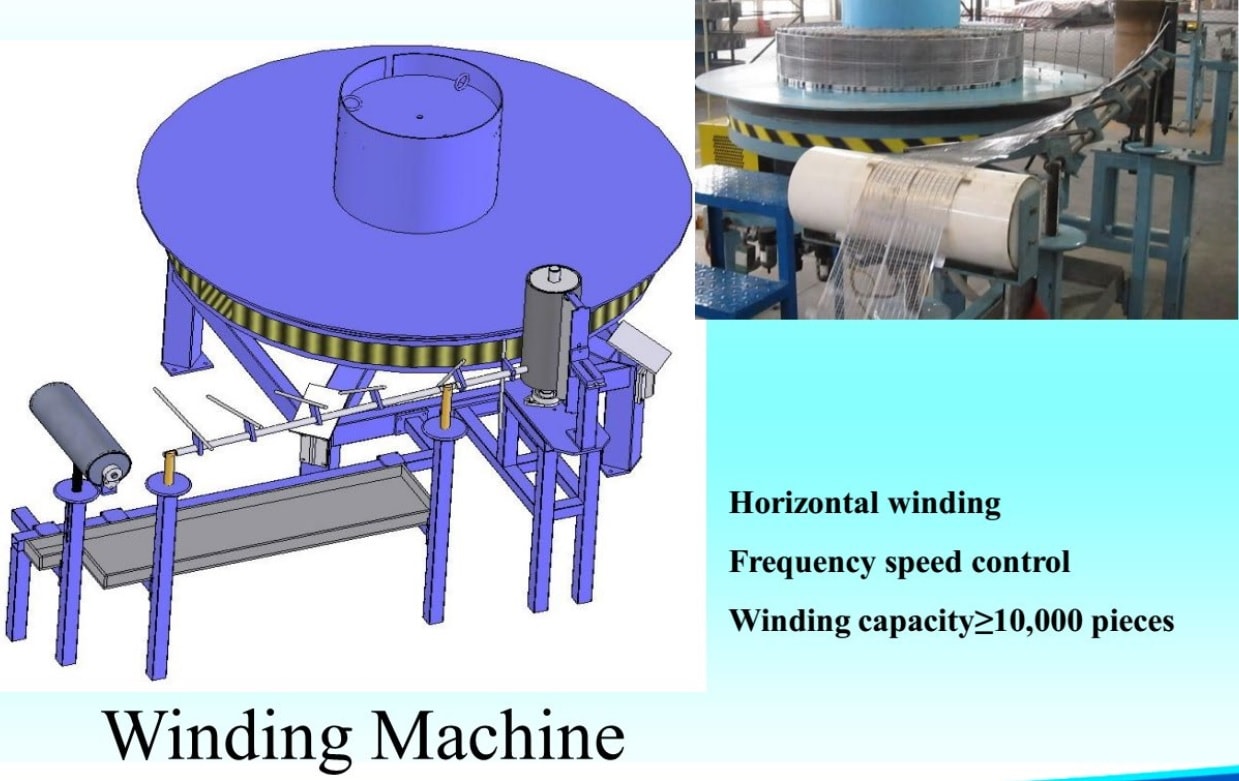
Horizontal Coiler
– Function : Grid winding unit by the exclusive reel for next process after Rolling.
– Type : Vertical coiling system.
– Continuously coiling the Grid without start and stopping.
– The strip guiding system with smouth idle roller
– Feed speed : 0~30m/min
– Wheel control / SEW Brake Motor 10HP-Inveter Control
– Speed control / Interlocked with next units by ultrasonic sensor and Press Feeder.
– Grid Lift Wheel movement / Hoist
– Grid Guider angle adjustment structure
– Automatic stop by sensing coil torn in the front and the rear units.

Option 2

Lead melting furnace with automatic ingot feeder:
The gas heated steel melting crucible is of open type to simplify the cleaning and is equipped with a level sensor to control the lead level inside the pot. The integrated delivery pump for molten lead alloys, with temperature up to 600°C, is provided with an adjustable flow control system. The unit also features a robust chain conveyor for lead storage and transportation equipped with a limit switch to feed the ingots one by one.
ROTARY CASTING UNIT:
The continuous casting of the grid mesh is performed by a water cooled wheel driven by a Variable Frequency Drive in order to be synchronized with other units of the line. The lead is fed to the casting wheel by a specifically designed rotary shoe which is applied to the wheel itself. The volume of cooling water is automatically adjusted in order to keep the casting wheel at a pre-set temperature. Two rollers drive out the mesh from the casting wheel to the trimming and coiling units through a water cooling and flash burning system.
TRIMMING UNIT:
The unit cuts the grid mesh into small pieces to be easily returned to the furnace in case of alarm or during the coil changeover.
SCRAP RECOVERY SYSTEM:
Conveyor belts transfer the scraps, coming from the trimming unit, back to the melting furnace.
MANUAL COILER:
It is composed of a rotary table where the mesh is horizontally coiled onto a properly designed pallet. When the coil is completed, the trimming unit starts the cutting of the mesh into scraps. In the meantime, the operator unloads the completed coil with a forklift and replaces it with an empty pallet. When the new pallet is positioned, the operator actions the strip coiling cycle again.
SCRAP RECOVERY SYSTEM:
The system consists of scraps conveyor belts to transfer the scraps, coming from the trimming unit, back to the melting furnace.
Width: 5,400 mm
Height 2,900 mm
Length: 10,000 mm
LEAD POT GAS REQUIREMENTS:
Installed: 160,000 kcal/h
Type of Gas: Natural Gas or LPG
ELECTRICAL REQUIREMENTS:
Voltage: 400 V, three phases +N(or as required)
Frequency: 50 Hz (or as required)
Installed Power: 40 kW
Average Consumption: 20 kWh
EXHAUST REQUIREMENTS:
Suction Flow Rate: 6,500 m³/h
PRODUCTION SPECIFICATIONS:
Throughput: 1 ton Cast Grid/hour
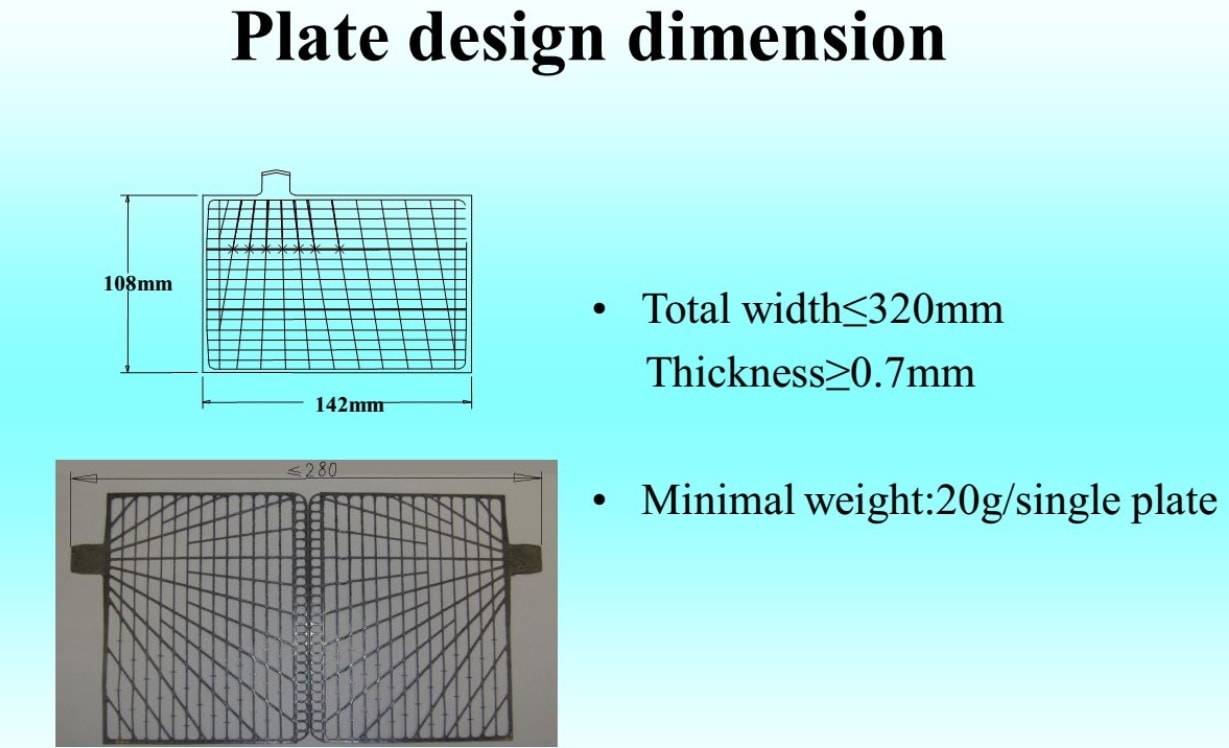
Cast Width: up to 300 mm
Grid Thickness: 0.75 up to 1.4 mm
NITROGEN REQUIREMENTS:
Pressure: 0.2 MPa
Installed: 2.5 m³/h
Pressure: 0.12÷0.15 MPa
Average Consumption:
Water Supply: 5m³/h
Temperature: 25÷30°C
CHILLED WATER REQUIREMEN TS:
Pressure: 1.5÷2 bar
Average Consumption:
Water Supply: 17 m³/h
Input Temperature: 12°C
Output Temperature: 17°C
COMPRESSED AIR:
Pressure: 0.6 MPa (6 bar)
Installed: 40 Nm³/h
Pipe Connector: 3/4” gas
Average Consumption: 20 Nm³/h
FLASH BURNING REQUIREMENTS:
Oxygen Bottle with Pressure
0.4- 0.5 MPa (min- max)
Natural Gas Bottle or LPG Bottle with Pressure:
0.2÷0.25 MPa (min-max)
Option 3